Cosa significa difetto di lavorazione CNC?
Difetti di lavorazione CNC sono eventuali risultati indesiderati e guasti nel prodotto finito di un processo di lavorazione. Questo include danni fisici al pezzo, errori dimensionali, scarsa finitura superficiale, difetti del materiale, utensili rotti, guasti della macchina e altro ancora.
Difetti di lavorazione indesiderati possono portare a guasti nel risultato finale della parte lavorata. Può portare a errori dimensionali, finitura superficiale di bassa qualità, generazione di calore e molti altri problemi.
Le cause profonde dei difetti di lavorazione di taglio sono trucioli, chatter, sbavature, triturazione e tumori di trucioli. Poiché questi difetti sono causati dalla"taglio del metallo con un utensile "anche se il tipo di macchina utensile o il metodo di lavorazione cambiano, come centri di lavorazione, torni CNC, torni automatici, ecc., il meccanismo con cui sono creati i difetti non cambia.
1. Difetti di formazione del chip:
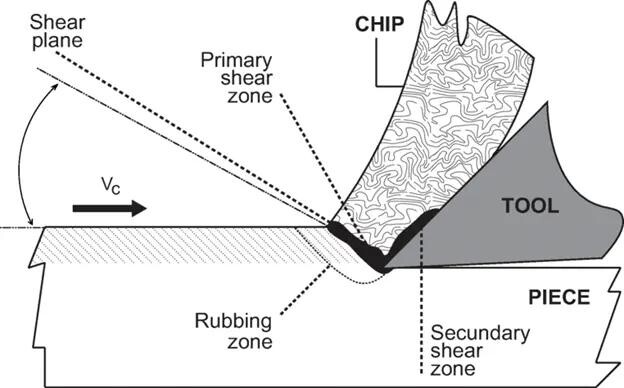
I trucioli sono i pezzi o materiali che vengono creati quando un utensile da taglio rimuove il materiale da un pezzo. La formazione dei chip è parte integrante della produzione sottrattiva, perché è così che la rimozione del materiale trasforma la materia prima nella forma desiderata. Chip devono essere rimossi senza intoppi e continuamente. Non rimuoverli adeguatamente può portare a difetti di lavorazione e arresti temporanei, quindi devono essere scaricati in modo affidabile.
Ci sono molti tipi di chip metallici: polvere spruzzata, continua, discontinua, ricciata, filamentare, a spirale lunga, e altro ancora. Poiché la forma varia a seconda del metodo di lavorazione e del pezzo, non è esagerato dire che la qualità della lavorazione può essere giudicata guardando ai trucioli.
Come posso assicurarmi che siano presenti difetti di lavorazione causati da chip?
- Sono avvolti attorno all'utensile e ci sono troppi trucioli nell'area di lavorazione.
- I chip vengono catturati quando si cambiano i pezzi.
- Se l'utensile da taglio si rompe inaspettatamente, ciò può indicare che i trucioli stanno causando il difetto.
- Se il processo di lavorazione si ferma frequentemente o incontra interruzioni inaspettate.
- La punta si rompe a causa dell'ostruzione dei trucioli durante la perforazione.
La
- Utilizzare utensili taglianti affilati e adeguatamente mantenuti. Ridurrà la forza necessaria per tagliare il materiale e aiuterà a prevenire la formazione di chip.
- Utilizzare la velocità di taglio e la velocità di alimentazione adeguate. Se la velocità di taglio è troppo lenta, lo strumento si strofinerà contro il pezzo, generando calore e potenzialmente causando trucioli. Taglio troppo veloce limita la velocità di rimozione perché non può rimuovere il materiale abbastanza veloce.
- Utilizzare chipbreaker e strumenti di rimozione chip.
2. Come garantire i difetti di lavorazione causati da chatter?
- Vibrazioni significative durante la lavorazione, accompagnate da un forte rumore ritmico.
- Deterioramento della finitura superficiale delle parti lavorate
- Danni alle macchine e agli utensili
- Ridotta precisione di lavorazione.
- Difetti superficiali sul pezzo, come graffi o puntini.
La
- Utilizzando uno strumento con angolo di rastrello positivo evita il chatto riducendo le forze di taglio.
- Assicurare che la fondazione della macchina CNC sia stabile.
- Assicurarsi che non ci sia allentamento o gioco nell'installazione.
- Il mantenimento di strumenti perfetti di allineamento degli utensili con bordi scamati o arrotondati può ridurre il rischio di chatter assorbendo le vibrazioni.
3. difetti causati da eccessive sbavature

Sono piccole sporgenze o bordi affilati lasciati sulla superficie di una parte lavorata. Sono essenzialmente sporgenze non tagliate nel pezzo e le truciole vengono spinte fuori. Non è esagerato dire che il processo di taglio produce sempre sbavature che vanno da grandi a piccole.
Se una sbavatura viene mantenuta completamente, può causare problemi o danni nei processi successivi, quindi la lavorazione e la deburring affidabile che inibisce la generazione di sbavature è fondamentale.
Scarsa finitura superficiale è il difetto numero uno che forma sbavature durante la lavorazione CNC. Altri difetti includono la scarsa qualità del prodotto, l'aumento dei rifiuti e dei rifiuti e l'aumento dei tempi di produzione.
Come si assicura che i difetti di lavorazione siano causati da eccessivi sbavature?
- Sbavature sono visibili sulla superficie lavorata.
- Superficie ruvida con molti difetti.
- Scarsa adattabilità e funzione
- Deflusso di prodotti difettosi.
La
- Utilizzare l'utensile di taglio appropriato per il materiale che stai lavorando.
- Considerare l'uso di uno strumento di debarratura per rimuovere le sbavature create durante la lavorazione.
- Strumenti con raggi di punta più lunghi possono prevenire difetti di sbavatura.
4. Difetto del tumore a chip (BUE)
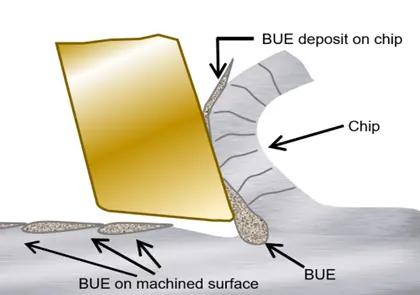
Bue è un fenomeno in cui i trucioli aderiscono alla punta del taglio a causa dell'elevata pressione di taglio e del calore di attrito.
Le principali cause di bue sono velocità di taglio e velocità di alimentazione inadeguate, liquidi di raffreddamento o lubrificanti inadeguati, condizioni e geometria scarse dell'utensile. Inoltre, alcuni materiali sono suscettibili a problemi di accumulo di trucioli, come i materiali duttili che tendono a lavorare e indurirsi (acciaio mite, ottone, acciaio inossidabile, alluminio, ecc.), che tendono a produrre accumulo di trucioli.
I bordi accumulati possono portare a scarsa adattabilità e funzione, finiture superficiali ruvide, problemi di sicurezza e imprecisioni dimensionali.
Come posso assicurarmi di evitare difetti di lavorazione causati da accumulo di chip(BUE)?
- Taglio della punta
- Visibile sul pezzo.
- Inatteso tempo di inattività della macchina.
- Scarsa adattabilità e funzione
Prevenzione:
- Utilizzare strumenti con rivestimenti di smorzamento o geometrie di smorzamento.
- Utilizzare lubrificanti e liquidi di raffreddamento adeguati.